
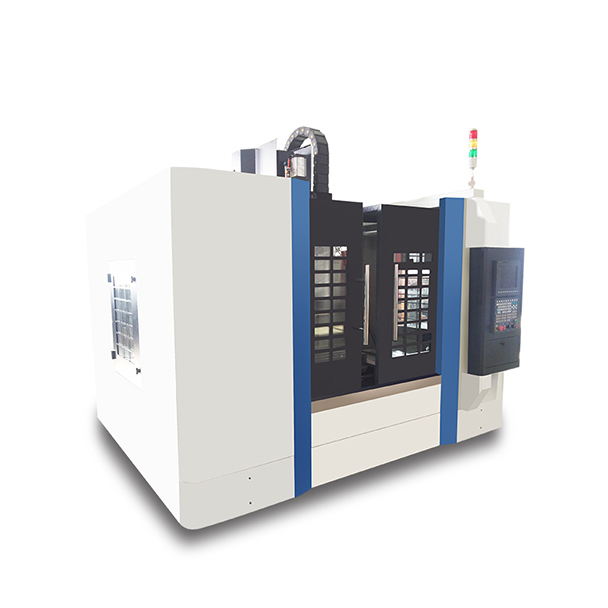


vmc1060 tovarniški kovinski 3-osni vertikalni CNC rezkalni stroj center
Prednost
1. Izbirni CNC gramofon lahko tvori štiriosno in petosno koordinatno povezovanje.
2. Izbirna avtomatska naprava za odstranjevanje ostružkov s posteljno strukturo, ki zagotavlja notranjo čistočo;opcijsko hlajenje olja vretena itd.
3. Ulitek je podvržen dvema obdelavama staranja za odpravo preostale napetosti v materialu.
4. Vodila v smeri X, Y, Z lahko izberejo tajvanska težka linearna kroglična vodila, ki imajo značilnosti visoke hitrosti, visoke togosti itd.

Specifikacija
| Postavka | VMC1060 | ||||
| Velikost delovne mize (dolžina × širina) mm | 1300×600 | ||||
| T reža (mm) | 5-18×100 | ||||
| Največja teža nakladanja na delovno mizo (KG) | 650 | ||||
| Pot osi X (mm) | 1000 | ||||
| Pot osi Y (mm) | 600 | ||||
| Pot osi Z (mm) | 600 | ||||
| Razdalja med nosom vretena in mizo (mm) | 100-700 | ||||
| Razdalja med središčem vretena in stebrom (mm) | 667 | ||||
| Konus vretena | BT40/50 | ||||
| Maks.hitrost vretena (rpm) | 8000/10000/12000 | ||||
| Moč motorja vretena (Kw) | 11/15 | ||||
| Hitra podajalna hitrost: os X, Y, Z (m/min) | 16/16/16 (24/24//24 linijska vodila) | ||||
| Hitra rezalna hitrost (m/min) | 10 | ||||
| Pozicijska natančnost (mm) | ±0,005 | ||||
| Ponavljanje položajne natančnosti (mm) | ±0,003 | ||||
| Vrsta samodejnega menjalnika orodja | Menjevalnik orodja s 16 glavami (izbirno samodejni menjalnik orodij s 24 rokami) | ||||
| Maks.dolžina orodja (mm) | 300 | ||||
| Maks.Premer orodja | Φ80 (sosednje orodje)/φ150 (ne sosednje orodje) | ||||
| Največja teža orodja (KG) | 8 | ||||
| Čas menjave orodja (od orodja do orodja) sek | 7 | ||||
| Zračni tlak (Mpa) | 0,6 | ||||
| Teža stroja (KG) | 7500 | ||||
| Skupna velikost (mm) | 3340*2800*2700 | ||||
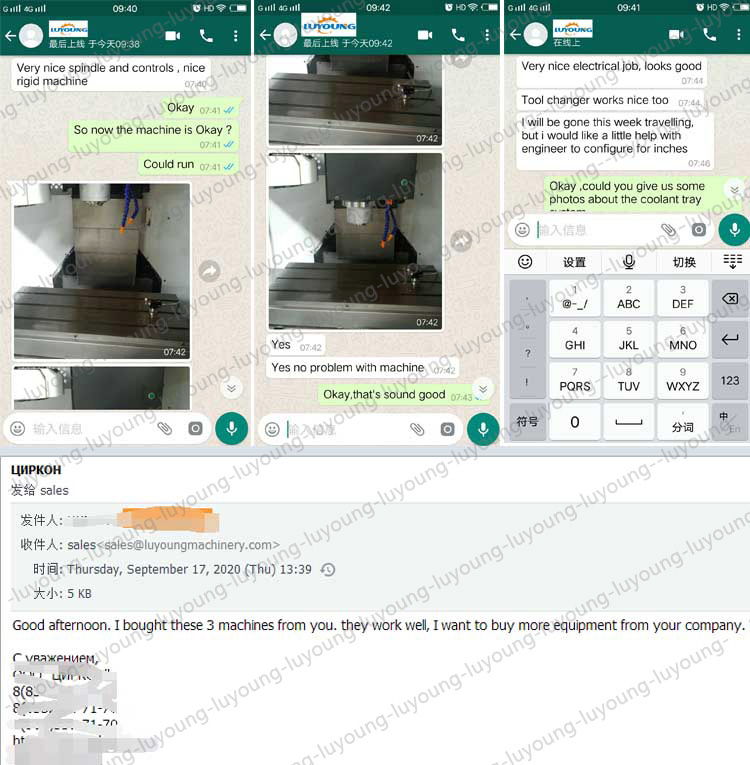
Zakaj izbrati nas
Od strank prejemamo veliko dobrih povratnih informacij, na primer:
Zelo lepo vreteno in krmilniki, lep tog stroj.Zelo dobro delo na elektriki, izgleda dobro.
Tudi menjalnik orodja deluje dobro.
Pri vas sem kupil 3 stroje.Delujejo dobro, želim kupiti več opreme od vašega podjetja.
Strojno testiranje
1. Zaznavanje natančnosti pozicioniranja linearnega gibanja je treba izvesti v pogojih brez obremenitve, prevladajo pa laserske meritve.
2. Ponavljajoče se zaznavanje natančnosti pozicioniranja linearnega gibanja, instrument, uporabljen za zaznavanje, je enak tistemu, ki se uporablja za zaznavanje natančnosti pozicioniranja.
3. Zaznavanje povratne natančnosti izvora linearnega gibanja.
4. Zaznavanje vzvratne napake linearnega gibanja se izmeri večkrat (običajno 7-krat) na treh položajih blizu središča in na obeh koncih giba, izračuna se povprečna vrednost vsakega položaja, največja vrednost dobljene povprečne vrednosti pa je inverzna vrednost napake.

Kategorije izdelkov
-

BC6085 Strojno orodje za oblikovanje tovarniške cene z ...
-

TCK25 majhen avtomatski visokokakovosten gang sl...
-

C6140/C6240 kovinski sredinski stružni stroj z vrzeljo
-

VMC650 Visokohitrostno 3-osno navpično kovinsko cnc rezilo ...
-

H50 kovinsko struženje cnc kombinirana stružnica rezkalni stroj...
-

Visokokakovosten stroj za oblikovanje kovin BC6050





