Visokokakovostna tračna žaga za kovino GB4220
Specifikacija
| Parametri stroja za kovinsko tračno žago | GB220 |
| Območje rezanja (mm) | 200-200*200 |
| Specifikacija tračne žage(mm) | 2650*27*0,9 |
| Hitrost tračne žage(m/min) | 27, 45, 69 |
| Način intenzifikacije dela | Ročno / hidravlično |
| Moč glavnega motorja (kw) | 1.5 |
| Moč hidravličnega motorja (kw) | 0,75 |
| Moč hladilne črpalke:(kw) | 0,04 |
| obrisna dimenzija(mm) | 1400*800*1100 |
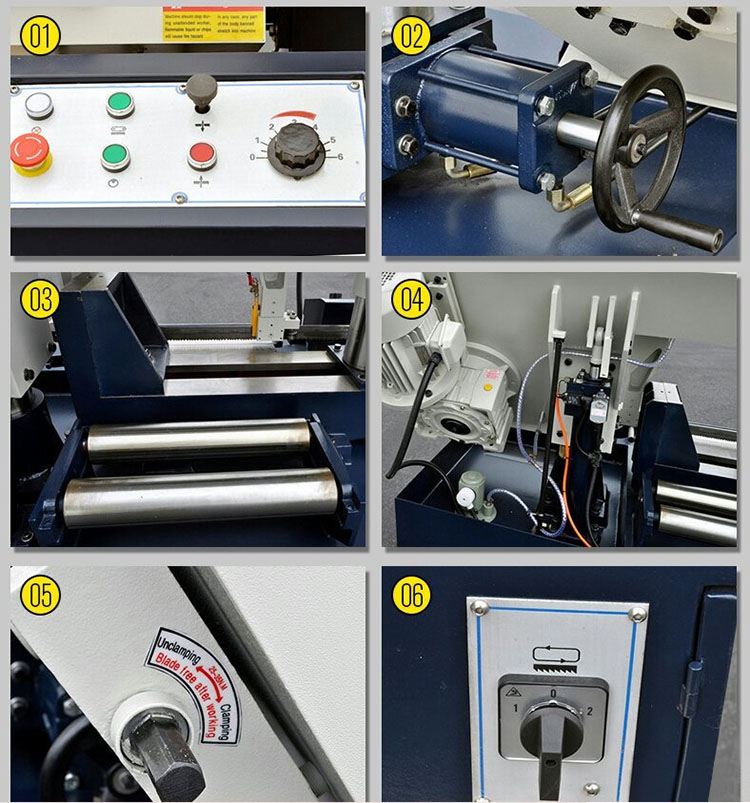
Lastnosti

1. Hidravlični nadzor hitrosti rezanja, brezstopenjska regulacija hitrosti;
2. Struktura vodilnega bloka je znanstvena in razumna, kar lahko podaljša življenjsko dobo žaginega lista;
3. Struktura dvojnega stolpca, stabilno delovanje;
4. Stabilno žaganje in visoka natančnost;
5. Delovno vpenjanje uporablja hidravlično vpenjanje, ki je enostavno za uporabo.
6. Trismerno hidravlično vpenjalno napravo je mogoče prilagoditi.
Varnostna pravila za uporabo tračne žage za kovine
1. Osebje za upravljanje in vzdrževanje stroja s tračno žago mora biti strokovno usposobljeno za obvladovanje veščin upravljanja in vzdrževanja stroja s tračno žago.Operaterji morajo zagotoviti zadosten spanec in vzdrževati koncentracijo.
2. Pri spreminjanju hitrosti se morate ustaviti, preden odprete zaščitni pokrov, zavrtite ročico, da sprostite jermen, postavite klinasti jermen v utor zahtevane hitrosti, nato napnite jermen in pokrijte zaščitni pokrov.
3. Pri nastavitvi žične krtače za odstranjevanje ostružkov mora biti žica v stiku z zobom lista tračne žage, vendar ne prek korena zoba.Bodite pozorni na to, ali lahko žična krtača odstrani železne opilke.
4. Prilagodite vodilno roko vzdolž tirnice z lastovičjim repom glede na velikost obdelovanca, ki ga želite obdelati.Po nastavitvi mora biti vodilna naprava zaklenjena.
5. Velik premer žaganega materiala Z ne sme presegati predpisov, obdelovanec pa mora biti trdno vpet.
6. Tesnost lista tračne žage mora biti ustrezna, hitrost in podajanje morata biti ustrezna.
7. Litoželezni, bakreni, aluminijasti deli ne potrebujejo rezalne tekočine, drugi pa potrebujejo tekočino za pisanje.
8. Žagin list se med rezanjem zlomi.Po zamenjavi žaginega lista je treba obdelovanec obrniti in ponovno prežagati.Premec žage je treba počasi spuščati brez udarcev.
9. Med postopkom rezanja je operaterju strogo prepovedano zapustiti delovno mesto in delo z rokavicami je strogo prepovedano.
10. Na koncu vsake izmene morate prekiniti napajanje, odpreti zaščitni pokrov, odstraniti ostružke, ki se prinesejo v kolo žage, in dobro opraviti dnevno vzdrževanje in čiščenje okolice.
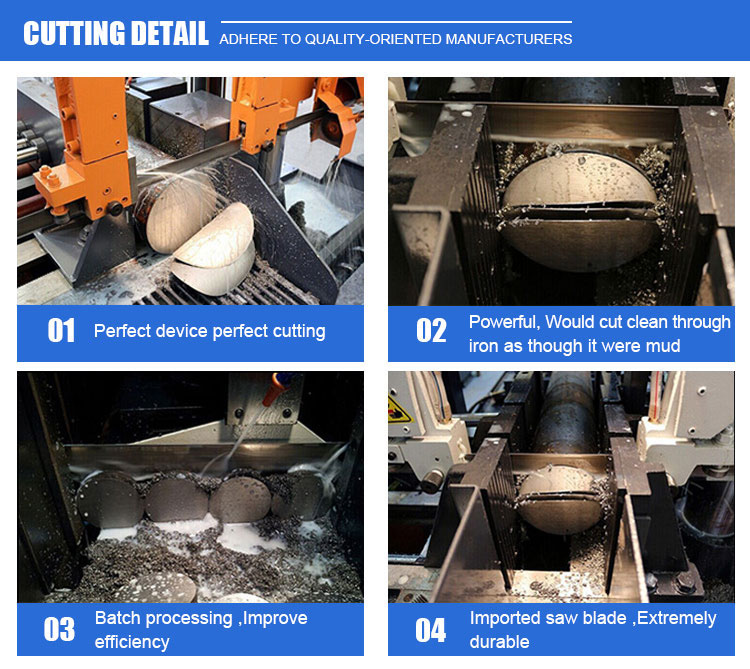
Detajl rezanja
Uporablja se predvsem za žaganje različnih kovinskih materialov, kot so ogljikovo strukturno jeklo, nizkolegirano jeklo, visoko legirano jeklo, posebno legirano jeklo in nerjavno jeklo, jeklo, odporno na kisline itd.
1. Popolna naprava popolno rezanje
2. Zmogljiv, čisto bi prerezal železo, kot bi bilo blato
3. Paketna obdelava, izboljšanje učinkovitosti
4. Uvoženi žagin list, izjemno vzdržljiv